目 錄
1、防腐補口的意義
我國每年因腐蝕造成的經濟損失高達2800億元,比每年風災,水災、地震、火災等自然災害的總和還要多。腐蝕還會造成各種事故和重大災害。我國石油化工、公共事業等行業中管道因腐蝕穿孔達2萬次/年,其主要發生在鋼管的接口處和管道自身的磕碰傷。管道的補口、補傷對于管道保護有著重要意義。
1.1輸油、氣鋼管腐蝕原理及影響因素
1.1.1內壁腐蝕
埋地輸油、氣管道內含有油、氣、水等介質,其內壁腐蝕是介質中的水在內壁生成一層親水膜并形成原電池所發生的電化學腐蝕,或者是其他有害物質(硫化氫、硫化物、二氧化碳等)直接與金屬作用引起的化學腐蝕。特別是在管道彎頭,低洼積水處、氣液交界面,電化學腐蝕異常強烈,管壁大面積腐蝕減薄或形成一系列腐蝕深坑及溝槽。
1.1.2外壁腐蝕
電化學腐蝕是金屬和外部介質發生電化學作用而引起破壞,其特點是腐蝕過程伴隨電流產生。這是埋地輸油管道腐蝕的重要機理。對于外壁來說,電化學腐蝕是其主要原因:
(1)土壤腐蝕。因為土壤是多相物質的復雜混合物,顆粒間充滿空氣、水和各種鹽類,使土壤具有電解質特性。因此,埋地管道裸露的金屬在土壤中構成了腐蝕電池,它可分為:① 微觀腐蝕電池:因鋼管表面狀態的影響所形成的腐蝕電池。如制管缺陷、夾雜等,當這些部位與土壤接觸時,由于電極電位差而構成腐蝕電池。② 宏觀腐蝕電池:因土壤介質差異引起的腐蝕電池。如:土壤的含鹽量、含氧量、透氣性等,它們的濃度對管材/土壤的電極電位值影響很大。
(2)雜散電流腐蝕。這是散流于大地中電流對管道所產生的腐蝕,又名干擾腐蝕。是一種外界因素引起的電化學腐蝕,由外部電流極性和大小來決定,其腐蝕比一般土壤腐蝕激烈得多。對于絕緣不良的管道,雜散電流可能在絕緣破損的某一點流入管道,然后沿管道流動,在另一絕緣破損點流出,返回雜散電流源,從而引起腐蝕。這些雜散電流源主要由于電氣化鐵道、電解工廠直流電源、陰極保護設施、交直流高壓輸電系統接地極所產生。
(3)細菌腐蝕(微生物腐蝕)。細菌在特定的條件下參與金屬的腐蝕過程。埋藏在土壤中的鋼鐵管道表面,由于腐蝕,在陰極上有氫產生,如果附在金屬表面不成為氣體逸出,則它的存在就會造成陰極極化而減緩腐蝕進程,甚至停止進行腐蝕。如果有硫酸鹽還原菌活動,恰好利用金屬表面的氫把SO
42- 還原,促進了陰極反應,使腐蝕速度加快。特別的,有一些細菌是依靠管道防腐涂層的石油瀝青作為養料,將瀝青“吃掉”,從而造成防腐層被破壞而喪失防腐功能。
(4)大氣腐蝕(微生物腐蝕)。管道表面金屬置于大氣環境中時,其表面通常會形成一層極薄的不易看見的濕氣膜(水膜),當這層水膜達到20-30個分子厚度時,它就變成電化學腐蝕所需要的電解液膜,大氣環境下形成的水膜往往含有水溶性的鹽類及溶入的腐蝕性氣體(如二氧化碳),導致管道表面發生電化學腐蝕。
影響埋地輸油管道腐蝕速度的因素是多方面的,主要決定于土壤的性質。而表征土壤性質指標的各種參數均會對管道金屬的腐蝕產生影響,如土壤 PH 值、氧化還原電位、土壤電阻率、含鹽種類和數量、含水率、孔隙度,有機質含量、溫度、細菌、雜散電流等。而其中 PH 值、土壤電阻率、含鹽種類和數量是主要因素,分析埋地輸油管道腐蝕剩余壽命必須以此為依據。
1.2 輸油、輸氣鋼管防腐技術
1.2.1輸油、輸氣鋼管防腐要求
埋地輸油、輸氣鋼管防腐形式通常有管道內防腐、管道外防腐、管道陰極保護、地上管道防腐。對埋地管道外防腐蝕涂層的要求:具有良好的抗土壤、水、霉菌的腐蝕和施工性能,有良好的電絕緣性,陰極保護聯合使用時防腐涂層應具有一定的耐陰極剝離強度的能力,有足夠的機械強度,以確保涂層在搬運和土壤壓力作用下無損傷。
1.2.2輸油、輸氣鋼管防腐技術簡介
埋地鋼管外防腐涂裝技術有石油瀝青防腐層,環氧煤瀝青防腐涂層、煤焦油瓷漆防腐涂層、聚乙烯粘膠帶、熔結環氧粉末防腐涂層、二層PE防腐涂層,三層PE防腐涂層、聚氨酯硬質泡沫塑料防腐保溫復合結構。后三種方法是通常使用的方法。
1.2.3補口熱縮帶簡介
補口熱縮帶系列產品是為埋地及架空鋼質管道焊口的防腐和保溫管道的保溫補口而設計的,也可用于管道法蘭連接部位、鎖箍部位的密封防腐。它是由輻射交聯聚烯烴基材和特種密封熱熔膠復合而成,特種密封熱熔膠與聚烯烴基材、鋼管表面及固體環氧涂層可形成良好的粘接。熱收縮帶在加熱安裝時,基材在徑向收縮的同時,內部復合膠層熔化,緊緊地包覆在補口處,與基材一起在管道外形成了一個牢固的防腐體,具有優異的耐磨損、耐腐蝕、抗沖擊及良好的抗紫外線和光老化性能。此外除了補口熱縮帶主體,還配有膠條和固定片,且補口熱縮帶便于規模化生產,施工也方便很多。
2、防腐補口的施工工藝和方法
2.1瀝青熱澆涂補口
原料可以為石油瀝青(也可以是煤焦油瓷漆)加纏玻璃布,薄涂多層結構,厚度等同于管道防腐層,施工方法為現場熱澆涂,適用于相同材料的管道防腐層。中洛線“管中管”施工時部分補口曾采用此方法,效果尚可,其優點是原材料廣泛、價格低廉;缺點是現場熱澆涂勞動條件差,質量難以保證,施工時對環境有污染等。在國內應用較廣泛,在國外已處于被淘汰之列。
2.2熱烤瀝青纏帶補口
原料為浸涂過焦油瓷漆或石油瀝青的玻璃纖維氈纏繞帶,現場邊加熱邊纏繞形成多層結構,厚度等同于管道防腐,適用于相同材料的管體防腐補口。優點為原材料廣泛,與管體為同種材料時熔結較好;缺點是操作步驟較復雜,人為因素影響大,如烘烤溫度的掌握、烘烤的均勻性等,都對粘結力有決定性的影響。在國外有一定數量的使用,國內尚未大量應用。
2.3聚乙烯膠粘帶補口
結構為先涂刷與膠粘帶配套的底漆,然后纏繞聚乙烯膠粘帶作為防腐層,外保護層采用聚氯乙烯或聚乙烯外纏帶,其厚度和層數根據防腐層等級確定。其優點是施工速度快,不需加熱,操作簡單;缺點為粘結力較差,防水性能低,受施工環境影響較大,強度低。該方法不僅可應用于聚乙烯膠粘帶防腐的補口,還可用于聚乙烯包覆、融結環氧粉末、三層防腐層的補口。國內外有一定規模的應用。
2.4環氧煤瀝青補口
原料為環氧煤瀝青漆加玻璃布,薄涂多層結構,現場冷涂。適用于管體防腐為同種材料的管段。優點是現場操作簡便,不需加熱;缺點為涂層固化時間長,不適合野外作業,環境溫度10〔C以下就難以施工。國內在廠區、市區的管道上應用較多,野外長輸管道很少使用。
2.5環氧粉末補口
原料為環氧粉末,施工方法和管體預制廠內涂敷相同,即現場噴砂除銹(sa2.5級)、靜電加熱噴涂。適用于管體防腐為環氧粉末的補口。優點是與管體防腐是同種材料時熔結好,與鋼管粘結力強;缺點為對現場機具要求高,難度大,費用高。國內在河流定向鉆穿越段和小規模管道中采用過,國外應用較多。另有一種使用液態環氧涂料現場涂刷補口的方法,施工操作簡單,但涂層的技術性能比熱噴涂環氧粉末降低很多,只宜用在因地形等原因不能進行熱噴涂補口的場合。
2.6聚乙烯電熱熔套補口
原料為與管體防腐相同的聚乙烯片材電阻絲,施工方法是電熱熔套用專用機具卡緊后,通上電流加熱管體與補口材料搭接處的電阻絲,使搭接部分在熔融狀態下粘合,達到密封防水、外防護層的作用。適用于聚乙烯包覆和“管中管”防腐保溫層的補口。優點是與管體防腐是同種材料時熔融好,施工質量便于現場(充氣)檢驗;缺點為現場施工需相應的機具,對操作人員經驗有較高要求。國內在聚乙烯包覆和“管中管”結構上均有一定規模的采用,國外在“管中管”結構應用上居多。
2.7幅射交聯聚乙烯熱收縮套(片)補口
原料為經過幅射交聯的聚乙烯片材,內敷熱熔性膠粘劑。施工時將其套(包覆)在補口處,均勻加熱產生徑向收縮,內層膠熔化,使收縮套(片)緊密地與管體防腐層和補口鋼管表面粘接在一起,達到密封防腐作用。優點是密封性強、粘結力好、施工較方便、適用性廣、無環境污染等;缺點為施工受雨雪、風沙天氣影響大,對操作工的責任感、熟練程度有較高要求。該方法適應各種管體防腐材料的補口。目前在國外應用最廣泛,國內在“管中管”結構上應用較廣。
2.8復合結構補口
主要應用于近年來國外興起的三層復合結構(環氧粉末一膠粘劑一聚乙烯外包覆層)上。施工時先將鋼管表面除銹至Sa2.5級,加熱后噴涂環氧粉末(或涂刷液態環氧涂料),在其膠化與固化過程中包覆幅射交聯聚乙烯熱收縮套(片)。優點是與管體防腐結構相近時的防腐、防護密封性能可靠;缺點為對施工機具要求高,工藝較復雜、費用高。國外在三層結構防腐層補口中的應用占有相當高的比例。另外還有自粘接油氈、玻璃鋼補口等方法,它們的適用范圍較小,應用很少。
3、主要防腐補口施工工藝
管道主要采用復合結構補口,分干膜施工和濕膜施工兩種,采用干膜施工的品牌有CANUSA,采用濕膜施工的品牌有西普、長圓和雙流熱收縮帶。
3.1干膜施工和濕膜施工
干膜(Dry film)在涂狀中是相對濕膜(Wet film)而言的。底漆在未完全干燥前稱為濕膜,完全干燥后貼附在被涂物質表面的油漆就成干膜。干膜實際上是真正涂在被涂表面干燥固化的成膜,其他物質如溶劑和稀釋劑則揮發在大氣中了。
干膜施工在進行下道工序前底漆已成膜,易于檢查其成膜完整性、厚度等,但是干膜安裝是否會影響熱縮帶的粘接性能,目前業界尚未形成統一認識。濕膜施工無法檢查成膜厚度和缺陷,且在施工過程中容易導致底漆損傷和脫落。
2003年以后,幾乎所有的管線補口國際規范都明確規定了環氧底漆必須采用干膜施工,同時對環氧底漆的檢查提出要求。
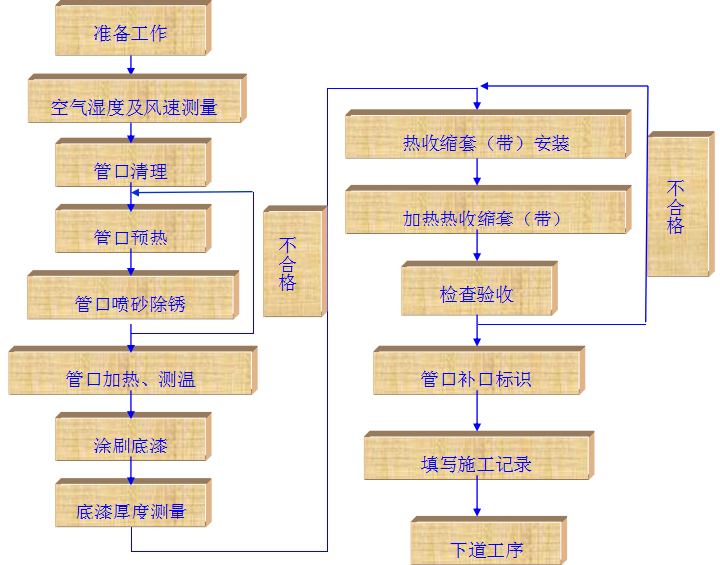
3.2防腐補口流程
3.3補口材料主要技術要求
表1熱收縮帶的厚度 單位:mm
|
適用管徑 |
基材厚度 |
膠層 |
|
≤400 |
≥1.2 |
≥1.0 |
|
>400 |
≥1.5 |
表2熱收縮帶基層的性能指標
|
序號 |
項目 |
性能指標 |
試驗方法 |
|
1 |
拉伸強度(MPa) |
≥17 |
GB/T 1040.2 |
|
2 |
斷裂伸長率(%) |
≥400 |
GB/T 1040.2 |
|
3 |
維卡軟化點(℃) |
≥90 |
GB/T 1633 |
|
4 |
脆化溫度(℃) |
≤-65 |
GB/T 5470 |
|
5 |
電氣強度(MV/m) |
≥25 |
GB/T 1408.1 |
|
6 |
體積電阻率(Ω·m) |
≥1×1013 |
GB/T 1410 |
|
7 |
耐環境應力開裂(F50)h |
≥1000 |
GB/T 1842 |
8 |
耐化學介質腐蝕
(浸泡7d)% |
10%HCl |
≥85 |
|
|
10%NaOH |
≥85 |
|
10%NaCl |
≥85 |
9 |
耐熱老化
(150℃,21d) |
拉伸強度(MPa) |
≥14 |
GB/T 1040.2 |
|
斷裂伸長率(%) |
≥300 |
GB/T 1040.2 |
|
10 |
熱沖擊(225℃,4d) |
無裂紋、無流淌、無垂滴 |
|
表3熱收縮帶膠層的性能指標
|
序號 |
項目 |
性能指標 |
試驗方法 |
|
1 |
膠軟化點(環球法)℃ |
≥110 |
GB/T 4507 |
|
2 |
搭接剪切強度(23℃)MPa |
≥1.0 |
GB/T 7124 |
|
3 |
搭接剪切強度(70℃±2℃)
MPa |
≥0.05 |
GB/T 7124 |
|
4 |
脆化溫度℃ |
≤-15 |
|
5 |
剝離強度N/cm
收縮帶/鋼(23℃)
(70℃)
收縮帶/環氧底漆鋼(23℃)
(70℃)
收縮帶/聚乙烯層(23℃)
(70℃) |
內聚破壞
≥70
≥10
≥70
≥10
≥70
≥10 |
GB/T 2792 |
|
拉伸速率為10mm/min。 |
表4熱收縮帶底漆的性能指標
|
序號 |
項目 |
性能指標 |
試驗方法 |
|
1 |
剪切強度(MPa) |
≥5.0 |
GB/T 7124 |
|
2 |
陰極剝離(65℃,48h)
mm |
≤10 |
|
|
拉伸速率為2mm/min。 |
表5熱收縮帶安裝系統的性能指標
|
序號 |
項目 |
性能指標 |
試驗方法 |
|
1 |
抗沖擊強度(J) |
≥15 |
GB/T 7124 |
|
2 |
陰極剝離(70℃,30d)
mm |
≤25 |
|
|
3 |
耐熱水浸泡(70℃,120d) |
無鼓泡、無剝離、膜下無水 |
|
4 |
剝離強度N/cm
收縮帶/環氧底漆鋼(23℃)
(70℃±5℃)
收縮帶/聚乙烯層(23℃)
(70℃±5℃) |
內聚破壞
≥70
≥10
≥70
≥10 |
|
維卡軟化點:
工程塑料、
通用塑料等
聚合物的試樣于液體傳熱介質中,在一定的載荷、一定的等速升溫條件下,被1m㎡的壓針壓入1mm深度時的溫度。熱縮帶膠黏劑的維卡軟化點,在50℃運行條件下,其維卡軟化點為90℃。維卡軟化點對于確保在運行溫度條件下聚乙烯層的溫度強度具有重要意義。
3.4國內外熱縮帶差異
一、補口熱縮帶厚度的差異
迄今為止,除了中國外,世界上所有熱縮帶的厚度結構采用的是基材厚度為1mm,膠粘劑厚度為1.5mm的標準結構,這個厚度結構不僅僅在各個項目中得到應用,而且在世界通用的設計手冊和國際標準化手冊中予以明確的規定。
目前國內的技術標準采用的是基材大于1.5mm,膠粘劑大于1.0mm的結構,這種結構正好與國際標準相反。
這種差異導致在安裝中出現如下問題:
A、基材厚度變厚之后熱縮帶膠粘劑烘烤融化就會變得困難,也無法控制和掌握,特別是在冬季施工的項目。
B、基材厚度變厚之后導致搭接處空隙變大,容易出現空鼓現象,國內部分廠家為了彌補這一缺陷,采用加熱熔膠條的方法補救,但是效果不好。
導致這一情況產生的主要原因:1、國內目前的設計規范還未與國際接軌。2、基材聚乙烯材料的價格便宜,成本容易控制。
二、補口熱縮帶材料的差異
迄今為止,國內補口材料全部采用的是低密度聚乙烯材料(0.91-0.92g/cm
3),這種材料的強度低、易破損。根據目前的技術標準,特別是1219mm直徑的大口徑、高溫運行的管線,全部明確規定必須采用高密度聚乙烯材料。為了確保管線的補口防腐蝕質量,國際上已經開始放棄使用聚乙烯材料(包括高密度聚乙烯材料),更高等級的聚丙烯熱縮帶已經在全球得到了應用。
由于采用低等級聚乙烯材料可能導致在工程應用中出現問題:
1、采用低密度或低等級聚乙烯材料導致在安裝過程中安裝工人不敢長時間的烘烤(容易烤裂),這樣更加導致熱縮帶烘烤不透,安裝后的質量不可控。
2、在太陽直射的白天,熱縮帶下面的氣泡膨脹,安裝后的熱縮帶表面有鼓起來的氣泡。(熱縮帶變軟后,氣泡容易鼓出)
3、在70度的溫度下,熱縮帶變軟,周圍的沙石等容易將熱縮帶頂破,管線補口防腐蝕出現嚴重問題。
導致采用低密度聚乙烯的原因:1、目前國標沒有規定。目前國內管線的主防腐層不僅僅規定了必須采用高密度聚乙烯材料(>0.94 g/cm
3),而且在實際設計的時候還要求將主管線防腐層采用加強級的設計,因為普通的高密度聚乙烯在管線運行溫度條件下,還不足以抵抗周圍環境的破壞,但設計補口材料時沒有相關要求。2、采用高密度聚乙烯的熱縮帶,在生產過程中。回收料、低等級聚乙烯等無法添加,必須采用純正的高密度聚乙烯材料。
3.5特殊的補口
在管線補口中,會存在一些特殊補口的補口。
1、熱煨彎管與3層PE管之間的補口
這種部位的補口特殊性在于:熱煨彎管的外防腐層為雙層熔結環氧粉末結構,其材料與補口材料并不匹配。
2、短接、碰頭處的補口
由于這種地方的裸露鋼管寬度往往超過正常寬度,為了保證搭接寬度,往往采用兩個收縮帶,但是由于兩個收縮帶施工先后順序不同,其質量難以保證。
3定向鉆穿越段的補口、補傷
對于定向鉆穿越段管道補口,應采用帶配套環氧底漆的定向鉆穿越專用補口帶,其基材厚度:收縮前≥1.6mm;膠層厚度:收縮前≥1.2mm。補口系統材料由補口帶、犧牲帶和配套的環氧底漆構成,前面的犧牲帶具有犧牲功能,保護后面正常補口帶在回拖過程中的安全。定向鉆穿越段專用熱收縮套不用鐵箍,在穿越過程中鐵箍容易脫落,并滑傷管道防腐層。定向鉆穿越段補傷片處加裝犧牲帶。
4、主管線補口失效的主要形式
目前管線補口失效主要表現為三種形式:
A、密封失效:表現為熱縮帶與主管線防腐3PE涂層脫開。
B、防腐蝕涂層失效:在鋼管表面的環氧底漆涂層沒有形成有效的防腐蝕作用;環氧底漆與熱縮帶完整從鋼管表面脫落。
C、熱縮帶主體破損嚴重:表現為熱縮帶折皺、穿透。
密封失效的主要原因:在3層聚乙烯PE涂層的防腐設計中有一條關鍵的要求,即:3層聚乙烯補口材料必須與主管線防腐涂層相互匹配的原則。但是目前的補口材料與主管線防腐涂層還不能很好匹配。
防腐蝕涂層失效的主要原因:環氧底漆的防腐性能不僅僅與材料本身的性能有關,更與其施工的厚度和均勻度有關,環氧底漆中有一種叫流平劑的材料,就是為了保證環氧底漆的均勻性,采用濕膜安裝時其厚度和均勻性完全沒有保證。除此之外環氧底漆與鋼管表面的附著力缺乏技術要求。
熱縮帶膠黏劑的抗剪切強度,埋地管線在實際的運行過程中所受到的環境應力和土壤應力比較集中表現在對熱縮帶的剪切作用。根據歐洲實驗室報告,在埋深1米,運行溫度為50℃條件下:
|
管線直徑 |
4" |
16" |
28" |
40" |
|
剪切強度(MPa) |
0.043 |
0.062 |
0.113 |
0.165 |
而目前國內采用的技術要求中,統一將運行溫度在50℃情況下的剪切強度設定為0.05MPa,由此可見目前的技術規范存在技術漏洞。
當然現場施工人員不按規范要求施工,不按規定程序施工也是導致補口失效的重要原因。
5、補口主要環節及監督
5.1、補口前準備
5.1.1材料要求
防腐材料應存放在陰涼、干燥處,嚴禁受潮和日光直接照射,并隔絕火源,遠離熱源,存放場所的溫度和濕度應符合生產廠商提出的要求。熱收縮帶使用前應認真檢查,基材邊緣應平直、表面平整、清潔、無氣泡和裂口及分解變色現象。防腐補口、補傷材料必須由經業主批準的生產廠商提供,并由業主指定檢測部門出具復檢報告,同時具有出廠合格證和使用說明書;
5.1.2設備要求
空氣壓縮機出口處應有油水過濾器,空氣壓縮機排氣量不小于6.3m³/min;液化氣罐應符合安全要求,且減壓閥輸出壓力不小于0.15MPa,數字式溫濕儀、風速儀量程滿足要求,且穩定顯示,電火花檢漏儀的輸出電壓應滿足15kV檢漏電壓的要求。 紅外測溫儀應每天用接觸式測溫儀校正。
5.1.3人員要求
防腐補口補傷作業機組最少配備8人:噴砂除銹2人,火焰加熱3人,輔助施工3人;現場防腐補口、補傷操作人員必須經過防腐施工培訓和考核,并取得監理或EPC下發的上崗證。施工前,防腐補口帶廠家專業人員和施工單位技術人員向參加防腐補口、補傷防腐操作人員進行技術交底,使每個操作人員都能熟知防腐材料的使用要求和各工序的操作要領。同時應檢查管材防腐層質量,達到要求,才可以施工。此外,有時防腐補口補傷材料供應商應派技術人員對現場防腐作業進行監督和指導。
5.2、補口準備
5.2.1作業天氣條件
如下情況如無有效防護措施,不應進行露天施工。
a) 雨天、雪天、風沙天。
b) 風力達到五級(8.0~10.7米/秒)以上。
c) 相對濕度大于85%。
5.2.2補口處處理
環向焊縫及其附近的毛刺、焊渣、飛濺物、焊瘤、補口處污物、油污和雜物等必須清理干凈。檢查管材防腐層端部是否有翹邊、生銹、開裂等缺陷,如有缺陷應進行修口處理,切除到防腐層與鋼管完全粘附處為止,切口邊緣要作坡角處理。為防止噴砂過程中PE層損傷,管口應做適當的保護。
5.2.3其他條件
確保合適的作業空間,粵桂項目部規定管底對地凈距小于500mm時不得施工,如作業空間不足,需進行土方開挖,以保證足夠的空間。管口清理前應記錄補口處未防腐的寬度。
5.3、噴砂除銹
5.3.1預熱
噴砂除銹使用的石英砂粒徑應在2-4mm之間,必須干燥,無油、無污染,嚴禁使用粉砂。石英砂應存放在清潔干燥處。噴砂前要監測露點,對管口表面加熱:將管口預熱至40-50℃(冬季,適當提高預熱溫度至70-80℃) ,確保鋼管預熱溫度高于露點3 ℃以上。粵桂地區空氣潮濕,預熱時間要延長,保證管口潮氣驅除干凈,避免二次返銹。管口加熱完畢,應采用接觸式測溫儀或經接觸式測溫儀對比校準的紅外線測溫儀測溫,測量管口周向均勻分布至少4個點溫度,各點溫差不大于±5℃,方可進行噴砂除銹。
5.3.2噴砂
噴砂應在補口下風方向進行,噴砂工作壓力宜為0.4-0.6MPa。噴砂應連續進行,噴槍與管道表面應保持垂直,以勻速沿管軸線往復移動,從管頂到管底逐步進行。管口表面處理質量應達到Sa2.5級,錨紋深度35-70微米,清除表面灰塵。
5.3.3打毛
噴砂除銹完成后應及時進行防腐補口。將環向焊縫兩側防腐層與補口材料搭接范圍內的PE層表面作打毛處理。打毛寬度應與熱收縮帶覆蓋寬度基本一致。
將熱收縮帶與管體涂層搭接處清理干凈并加熱,用鋼絲刷將其打毛,完畢后,應清除浮渣;PE層打毛深度及密度約為1mm,沿豎向及斜向打毛,所有打毛區域都必須打毛到位,特別要注重檢查12點位和6點位的打毛質量。對PE層需打毛的區域,建議分段適度加熱,打毛時,PE層的加熱溫度不宜過高,更不得將PE層烤流化。
a. 鋼管、搭接部位的預熱:將補口部位的鋼管和搭接部位的PE層均勻預熱到40℃-60℃,建議環境溫度較高時,宜在40℃-50℃范圍內選擇;天氣轉涼,宜在50℃-60℃范圍內選擇;b. 底漆的涂刷:將攪拌好的底漆迅速均勻涂敷在補口處的鋼管表面及搭接處的PE層上,被打毛區一定要涂刷底漆,涂刷寬度與熱收縮帶覆蓋寬度基本一致。
基料(A 組份)需加熱才能攪拌均勻時,待其溫度降至 40℃以下,再將固化劑(B 組份)全部加入并攪拌均勻,如果溫度高引起提前固化,會影響底漆流動性和粘性。
5.4、熱收縮帶施工
5.4.1熱收縮帶的具體施工見附件。
5.4.2熱收縮帶施工的主要步驟其原理如下:
1、噴砂除銹
噴砂除銹一般采用拋丸除銹它不僅能夠徹底清除鋼管表面的鐵銹和氧化皮,配合砂粒大小還能得到理想的鋼管表面粗糙度(錨紋深度)。清潔的砂粒和干燥無油的壓縮空氣有助于得到理想的噴砂效果。噴砂除銹這道工序非常重要,它能保證涂覆的底漆對鋼管具有良好的附著力,直接關系到防腐質量的好壞。
2、噴砂前鋼管預熱
鋼管補口部位必須預熱至高于露點3℃以上,否則,表面處理質量會受到影響,而且除銹后的鋼管表面在加熱安裝熱縮帶時,容易出現浮銹,必須再次噴砂除銹,否則會影響涂裝質量。
3、配制底漆
環氧底漆的B組分必須全部倒入A組分罐中并充分攪拌均勻,確保底漆達到理想的交聯密度。致密的漆膜是判斷防腐層隔離腐蝕介質性能的重要依據之一。比例不準確混合不均勻的底漆將影響熱熔膠與底漆的粘接。
4、防腐層打毛
對接頭兩側將要包覆的防腐層用鋼絲刷沿周向打毛的目的是增加防腐層的表面粗糙度,增大其表面積,利于分子吸引和機械錨固作用,底漆和防腐層的附著力會增加。即便于浸潤,促進粘結。
5、刷底漆前預熱鋼管
增加PE極性,實現與環氧的粘結。對鋼管的預熱是為了保證熱縮帶接觸到鋼管時,不至于因鋼管表面溫度過低使熱熔膠表面快速硬化,失去充分的流動性和浸潤性,達不到良好的粘結效果;對防腐層的預熱既為了使其具有一定的溫度,便于底漆的流動和浸入,另一方面,預熱使聚乙烯防腐層具有一定的極性,這兩個因素都會增強底漆與防腐層的粘結力。
6、底漆涂刷(濕膜)
環氧固化過程中與鋼管表面及熱熔膠中的活性基團均形成牢固的穩定的化學鍵,其鍵能遠高于色散力、偶極力等其他類型的分子間力,達到有效的、持久的粘結。正是由于熱熔膠和底漆的粘接是化學反應型粘接,所以任何不利于熱熔膠和底漆產生化學反應的因素都應該避免,比如:鋼管和防腐層的溫度不能預熱太高,太高會讓底漆提前固化,使其與熱熔膠反應的活性基團大大減少;底漆涂刷后不能再對底漆進行烘烤也是同樣的道理。
7、膠條的利用(部分產品)
在熱縮帶端部的鋼管上沿軸向粘貼膠條的目的是降低因熱收縮帶厚度所帶來的高低落差,減少氣泡的產生。
8、回火
熱收縮帶整體收縮完成以后,熱熔膠并沒有完全熔化。前面提到熱熔膠要和環氧底漆產生化學反應,這種反應需要溫度和時間。所以整體收縮完成后,應對熱縮帶整體再加熱,使其表面溫度始終保持在150℃~180℃不少于3分鐘,這個過程至關重要,它除了能讓熱熔膠熔化成流體與底漆充分接觸,還為兩者的化學反應提供了充足的時間和熱量。
9、注意事項
(1)噴砂除銹后的鋼管用紅外線測溫儀測量溫度會偏低,如涂刷底漆時,出現冒煙、快速固化等現象,說明溫度過高,應停止補口操作,用接觸式測溫儀校準后,再用紅外線測溫儀進行測量。
(2)若環境溫度低于-5℃,請在施工前對熱縮帶進行保溫處理。
(3)熱縮帶整體收縮完成后的再加熱,應確保溫度始終保持在150℃~180℃不少于3分鐘。當天氣轉涼后,應根據環境溫度,管徑大小,將保持時間延長至5~8分鐘。
(4)安裝收縮前,不能將熱縮帶從小包裝中取出以免被砂石劃傷或沾灰。
(5)安裝燒縮過程中用火應均勻,避免局部碳化。
(6)為了均勻收縮,減少氣泡,在熱收縮帶兩端墊上3對木襯,使上下左右預留量大體一致。采用3人用中火從中央沿環向兩側均勻移動加熱,從管頂到管底逐步使熱收縮帶均勻收縮。在加熱過程中,三人應處在相對應的位置,同步同一方向進行,避免產生氣泡和皺褶。熱收縮帶兩端墊上3對木襯,三人處在相對應的位置,同步同一方向烤縮。如果氣溫低應增至4個烤把。
(7)防止翹邊:當加熱收縮至坡口處時,取出木襯。繼續加熱熱收縮帶,直至端部收縮緊密。當熱收縮帶收縮到邊緣時,火焰應覆蓋熱收縮帶的邊緣多加熱數秒(火焰中心對準邊口,一半覆蓋熱收縮帶一半覆蓋PE層),使之收縮緊密,防止收火后產生翹邊。在加熱邊緣時,避免火焰加熱到熱收縮帶的內側而導致底漆失粘。
5.4、熱收縮帶常見問題
5.4.1導致熱收縮帶出現質量問題的主要原因:
(1)技術標準和技術規范不符合實際要求;
(2)補口材料自身質量問題;
即便合格的補口材料其長期抗腐蝕性能不一定能滿足管線運行的要求,此外實驗室檢測結果和實際應用的結果相差很大。
(3)現場施工工藝不合理;
(4)現場監督不嚴。
5.4.2常用的檢測方法
(1)資料檢查、人員資格檢查
包括補口材料出廠合格證及質量檢驗報告;補口施工記錄及檢驗報告,同時對施工人員的資格進行檢查,防止違規施工。
(2)外觀檢查
直觀檢查熱收縮帶表面平整光滑程度,看其是否有皺褶、翹邊及燒焦碳化現象;檢查與三層PE搭接處熱收縮帶的溢膠是否充分、均勻、連續。
(3)試驗檢測
工程上常用對熱收縮帶檢測方法包括:電火花檢漏和局部剝離檢測,但是這兩種方法都不能反映整個補口的真實情況;實際檢查中可以靠手指彈擊熱收縮帶以確定其下方是否存在氣泡,尤其是補口六點位鋼管與PE層交界邊緣容易出現氣泡。
(4)監督不力
施工完畢后各有關方應進行嚴格的檢查,對出現問題的補口帶及時發現、及時整改。
5.4.3常見問題及解決方法
1.熱收縮帶翹邊
可能原因:
a.烘烤不到位,導致熱收縮帶邊緣未真正收縮到管體上并形成良好粘結。
b.底漆在鋼管主體防腐上的涂刷寬度不夠,甚至沒有將底漆涂刷在主體防腐上。
解決辦法:
a.對熱收縮帶邊緣烘烤直到其完全收縮到位并充分回火,確保粘結良好。
b.在防腐層上底漆涂刷盡量薄,防腐層涂刷寬度應超出熱縮帶實際搭接寬度3cm~5cm。
2.上面軸向寬度小,底部軸向寬度大
可能原因:
底部余量太大,導致其自由收縮而漲長。
解決辦法:
安裝熱收縮帶時,在鋼管頂部或2點10點位墊上木撐,盡量減少熱收縮帶底部的余量。
3.熱收縮帶與底漆鋼粘接不牢
可能原因:
a.預熱溫度太高,導致底漆刷上后迅速固化,影響環氧與熱熔膠反應,導致粘接不牢。
b.底漆涂刷后沒有及時安裝熱收縮帶,底漆已經部分固化影響粘接。
c.回火時間及力度不充分,因西二線產品是高溫型熱收縮帶,再加上是大口徑鋼管補口,如果回火不充分會導致粘接不牢。
d.底漆混合不均勻。
e. 鋼管上局部沒有涂刷底漆。
解決辦法:
a.預熱溫度嚴格按照產品說明書的要求,用紅外點溫計測量50-60℃。
b.底漆涂刷后在3分鐘以內必須安裝熱收縮帶。
c.熱收縮帶整體收縮完畢后,回火時間及力度應充分,使表面溫度保持在150℃~180℃不少于3分鐘(冬季不少于6分鐘),現階段宜在此基礎上再延長2分鐘。
d.將底漆的B組分全部倒入A組分罐中后,充分攪拌,直到兩個組分混和均勻。
e.鋼管整體都涂刷底漆,防止漏涂。
4.熱收縮帶與管道防腐層(PE)粘接不牢
可能原因:
a.與熱收縮帶與底漆鋼粘接不牢的五條原因相同。
b.對管道防腐層進行打毛以后沒有再對其進行預熱。
解決辦法:
a.與熱收縮帶與底漆鋼粘接不牢的辦法相同,嚴格控制防腐層預熱溫度70-80℃,并將熱縮帶需包覆的主體防腐層都涂上底漆。
b.防腐層刷底漆前一定要確保防腐層已經預熱。
c.當熱收縮帶收縮到防腐層坡口處時,可以向熱收縮帶的膠面灌火操作。
5.固定片翹邊
可能原因:
用火不夠,造成粘接不良而翹邊。
解決辦法:
a.安裝固定片時,要對固定片的膠面加熱直到其熱熔膠完全軟化。
b.熱收縮帶安裝完畢以后在固定片的兩端寬度方向各安裝一根膠條進行封邊,將環氧罐內剩余的底漆涂刷于固定片的另外兩邊。
6、站場內防腐補口
站內管道防腐、焊接安裝后需要對焊接部位進行噴(拋)射除銹與補口。表面處理應達到 GB 8923 規定的 Sa2.5 級,焊縫應處理至無焊瘤、無棱角、無毛刺。站內三層 PE管道補口采用熱收帶補口(帶配套底漆),其它防腐層的埋地管道補口都采用液態環氧與聚丙烯增強編織纖維防腐膠帶方式。聚丙烯增強編織纖維防腐膠帶的施工應在無溶劑環氧防腐層檢查合格后進行,并應除去無溶劑環氧防腐層表面的灰塵和濕氣。采用螺旋纏繞方式施工,螺旋纏繞搭接寬度 55%,一次完成雙層膠帶的施工。
注:Sa1 輕度的噴射或拋射除銹:鋼材表面應無可見的油脂和污垢,并且沒有附著不牢的氧化皮、鐵銹和油漆涂層等附著物。Sa2 徹底的噴射或拋射除銹:鋼材表面應無可見的油脂和污垢,并且氧化皮、鐵銹和油漆涂層等附著物已基本清除,其殘留物應是牢固附著的。Sa2.5 非常徹底的噴射或拋射除銹:鋼材表面應無可見的油脂、污垢、氧化皮、鐵銹和油漆涂層等附著物,任何殘留的痕跡應僅是點狀或條紋狀的輕微色斑。Sa3 使鋼材表觀潔凈的噴射或拋射除銹:鋼材表面應無可見的油脂、污垢、氧化皮、鐵銹和油漆涂層等附著物,該表面應顯示均勻的金屬色澤。
7、補傷
7.1管道防腐層、補口處補傷
補傷片的性能要符合要求:1、對深度小于防腐層厚50%的損傷,用熱熔修補棒/補傷膠補傷。2、直徑不大于30mm且深度大于防腐層厚50%的損傷(包括針孔),采用補傷片補傷。3、直徑大于30mm且深度大于防腐層厚50%的損傷,先用補傷片進行補傷,然后用熱收縮帶包覆。
7.2補傷方法
準備好使用的工具和補傷材料,密封膠和補傷片與管體防腐材料相容,由同一生產廠商提供。1、直徑不大于30mm損傷的修補:先鏟除已破損的防腐層,再用小刀把邊緣修齊,邊緣坡角小于30°,損傷區域的污物應清理干凈,并把搭接寬度100mm范圍內的防腐層打毛,用火焰加熱器預熱破損體表面,溫度宜為60℃-100℃,在破損處填充尺寸略小于破損面的密封膠,用火焰加熱器加熱密封膠至熔化,用刮刀將熔化的密封膠刮平。剪一塊補傷片,尺寸應保證其邊緣距防腐層孔洞邊緣不小于100mm,補傷片剪去四角形成圓滑曲線,將補傷片內層烤軟、發粘,迅速將補傷片的中心對準破損面貼上,用火焰加熱器加熱補傷片,用壓輥撫平、滾壓,邊緣有膠溢出,補傷完成。(控制輥壓力度防止膠粘劑過多溢出。)2、直徑大于30mm的損傷,傷口處理和不大于30mm的方法相同,再用熱收縮帶包覆。(加熱熱收縮帶時要符合要求。)
7.3補傷主要環節
補傷的主要環節:
a)用刀修理PE防腐層上的破損處,防止破損處擴大。
b)用清潔溶劑清除暴露在外的鋼表面和鄰近防腐層上的油脂和污物。
c)用砂紙或鋼絲刷除管線上的鐵銹及防腐層上的粉末、污物。打磨需修補的區域。
d)將混合好的環氧底漆涂敷在所有裸露的金屬表面。
修補棒:
a)用低強度的黃色火焰預熱需修補處及其周邊,預熱需修補的地方除去潮氣、濕氣。
b)用火把加熱修補棒直到其軟化流動。
c)把修補棒放在破損處,用火把同時加熱修補棒和修補處,火把保持移動防止防腐層的破損。
d)繼續涂抹修補棒直到完全覆蓋破損處。
較深的傷口采用填充料:
a)用低強度的黃色火焰預熱需修補處及其周邊,預熱需修補的地方除去潮氣、濕氣。
b)將填充料放在需修補處,揭去填充料上面的保護膜,緊緊地按壓材料使其貼緊需修補處。
c)填充材料放在修補處后,去除表面不平整的材料,用低強度的火焰加熱材料。
補傷片的使用:
a)預熱破損處,預熱區域為破損處及搭接處。
b)去除補傷片的保護襯墊,帶上手套將補傷片帶粘性的向上或放在管線上,慢慢加熱直至膠粘劑變軟,表面出現光澤。加熱破損處使它具有一定的表面溫度。
c)將膠粘劑變軟的一面放在破損處,向下按壓,用低強度的火焰加熱補傷片,用輥輪壓平補傷處,確保補傷片完全粘接。補傷片補好后四周應有有規則溢膠。
7.4補傷質量檢查驗收
1、補傷后的外觀應100%目測,表面平整,無折皺,無氣泡及燒焦碳化現象,不合格應重新補傷。2、補傷處應100%電火花檢漏,檢漏電壓15kv,無漏點為合格。3、補傷的粘結力按要求抽查,管體溫度為10℃~35℃時的剝離強度不低于50N/cm,每50個補傷抽查一個,如不合格,加倍抽查,若加倍抽查不合格,則該段管線的補傷應全部返修。
熱煨彎管的補傷:直徑小于或等于25mm的傷口,應用環氧粉末供應商推薦的熱熔修補棒或雙組分液體環氧樹脂涂料進行局部補傷,直徑大于25mm,且面積小于(2×10
4)mm
2的傷口,應用環氧粉末供應商推薦的雙組分液體環氧樹脂涂料進行局部補傷。補傷后防腐層厚度大于等于800μm。