技術(shù)支持單位:甘肅拓維地理信息工程有限公司
示范案例:銀川某燃?xì)夤韭竦劁撡|(zhì)管道犧牲陽極陰極保護(hù)系統(tǒng)安裝
時間:2016年6月
(一)原理:
埋地鋼質(zhì)管道犧牲陽極法陰極保護(hù)技術(shù)是將被保護(hù)的金屬結(jié)構(gòu)連接一種比其電位更負(fù)的金屬或合金,該金屬或合金為陽極,依靠它的優(yōu)先溶解所釋放出的電流使金屬結(jié)構(gòu)陰極極化到所需的電位而實現(xiàn)保護(hù),這種方法稱為犧牲陽極法陰極保護(hù)。
(二)犧牲陽極法陰極保護(hù)的優(yōu)點
1、不需要外部電源;
2、對鄰近金屬構(gòu)筑物無干擾或很小;
3、電流輸出雖不能控制,但有自動調(diào)節(jié)傾向,且覆蓋層不易損壞。
4、調(diào)試后,可不需日常管理;
5、保護(hù)電流分布均勻,利用率高。
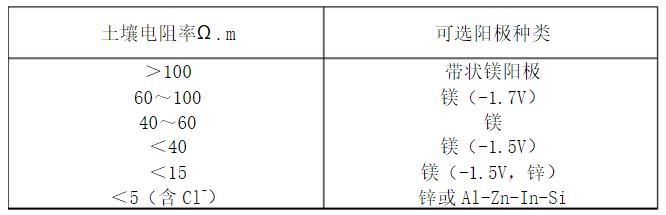
(三)陽極包的選材
犧牲陽極選擇鎂陽極包的特點是比重小、電位很負(fù)、對鐵的驅(qū)動加壓很大,且單位發(fā)生的電量大。鎂的標(biāo)準(zhǔn)電極電位為-2.37V(SHE);非平衡電極電位則隨腐蝕性介質(zhì)的性質(zhì)而變,例如:鎂在海水中的電位為-1.5V(SCE),鎂在土壤之中的電位為1.5V至-1.6(SCE),鎂在堿溶液中的電位約為-0.84V(SCE)。鎂的電極電位與介質(zhì)的PH值有密切關(guān)系,PH值在酸性范圍內(nèi),電位較負(fù),因為生成的腐蝕產(chǎn)物氫氧化鎂在堿性介質(zhì)中是難溶的。
(四)主要應(yīng)用的規(guī)范
1、《埋地鋼質(zhì)管道陰極保護(hù)電參數(shù)測試方法》SY/T0023-97
2、《埋地鋼質(zhì)管道犧牲陽極陰極保護(hù)設(shè)計規(guī)范》SY/T0019-97
3、《鋼質(zhì)管道及儲罐防腐工程設(shè)計規(guī)范》SY0007-99
4、《陰極保護(hù)管道的電絕緣標(biāo)準(zhǔn)》SY/T0086-95
5、《埋地鋼質(zhì)管道直流排流保護(hù)技術(shù)標(biāo)準(zhǔn)》SY/T0017-96 。
(五)施工方法
1、犧牲陽極法陰極保護(hù)施工安裝程序簡述如下:
袋裝陽極制作→陽極床定位→陽極床開挖→陽極埋設(shè)→陽極澆水浸透飽和及各參數(shù)測試→陽極通電點處理及焊接→通電點導(dǎo)通測試→通電點補口防腐(補口處防腐材料與管體防腐材料是匹配的) →陽極回填→標(biāo)記記錄。
圖1 陽極床定位
圖2 陽極床的開挖

圖3 陽極澆水浸透飽
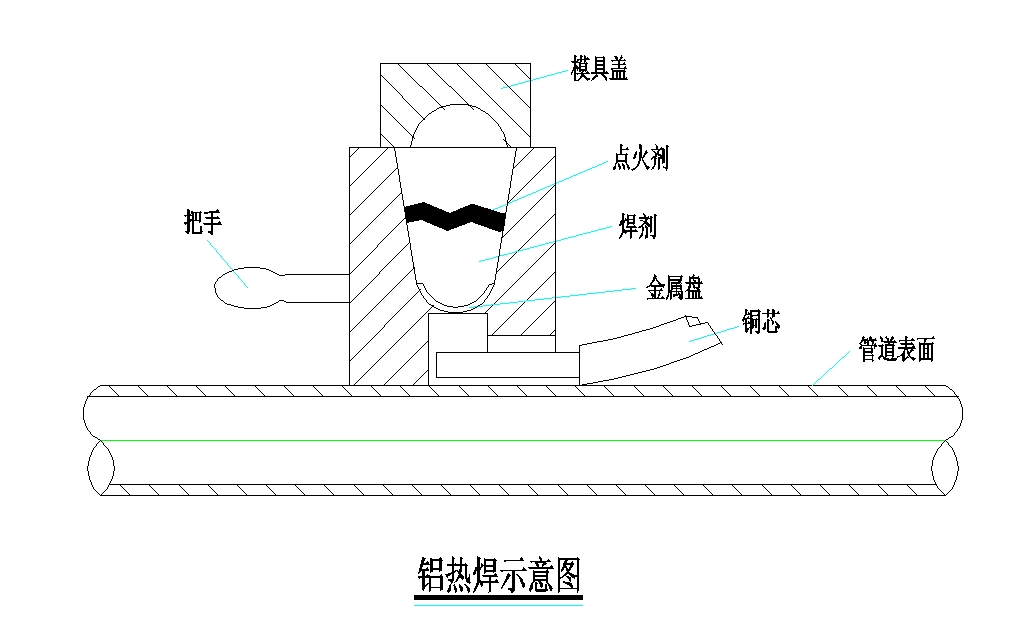
2、鋁熱焊使用步驟及注意事項
鋁熱焊模具是焊接電纜的專業(yè)設(shè)備,它具有放熱小,焊接牢固等特點:攜帶方便,不需要電源。鋁熱焊接施工是需要準(zhǔn)備的工具有鋁熱焊模具、鋁熱焊劑(包含引火粉、小墊片)、打火槍,剩余其他輔助工具有拋光機、剝線鉗、錘子等。
第一步:管道表面防腐層,除銹、去污。一般管道表面有不同防腐層,首先在管線的防腐層上開一個50mm*50mm的口子,剝?nèi)シ栏瘜樱?號砂紙打磨使之露出金屬光澤,要求表面平整、清潔、光亮、干燥、無油脂。
第二步:剝掉電纜的絕緣保護(hù)層,露出長約35mm的一段銅芯。銅芯露出的長度根據(jù)模具大小而定,規(guī)格大的模具,孔槽的長度會稍長;銅芯的長度以通過孔槽,通過圓孔為準(zhǔn)。
第三步:將模具放在除銹區(qū)域中央,模具和被焊接鋼結(jié)構(gòu)表面應(yīng)該結(jié)合緊密無縫隙(很重要)。將電纜銅芯插入模具底部孔槽,調(diào)整電纜位置,確保到位。
第四步:打開頂部蓋子,將金屬墊片放入模具,堵住其內(nèi)孔。金屬墊片成凹凸?fàn)睿⒁猓簩⑼钩鲆幻娉拢湃肽>邇?nèi)孔。
第五步:打開鋁熱焊劑(大包),倒入模具內(nèi)孔。用木棒將焊接壓實。
第六步:打開引火粉(小包),將引火粉撒在焊劑表面,以及模具邊沿上少許(以便打火槍引燃)。
第七步:將模具蓋蓋好,一切準(zhǔn)備就緒后,用點火槍點燃模具邊緣的引火粉。
第八步:引火粉引燃焊劑,焊劑燃燒后把墊片融化成液體,順著內(nèi)孔流下到銅芯電纜。
第九步:10秒后起模具,清渣,焊接成功。用鋼刷、毛刷等工具清除模具內(nèi)殘渣,以備下次使用。
注意事項:
1.操作環(huán)境切記要通風(fēng)良好,周邊5米內(nèi)沒有易燃易爆物品。
2.引火粉引燃時,務(wù)必將其他焊劑和引火粉以及可能燃燒的物品遠(yuǎn)離引燃處放置。
3.人切勿處于模具蓋正面,以免受傷。
4.焊劑及引火粉切忌受潮,受潮后應(yīng)安全廢棄,切勿烘烤使用。
5.焊接時,人員不準(zhǔn)圍聚;操作工需佩戴安全勞保工具,避免受傷。
圖4 陽極連接線焊接
圖5 連接線焊接點補傷防腐效果圖

圖6 陽極回填
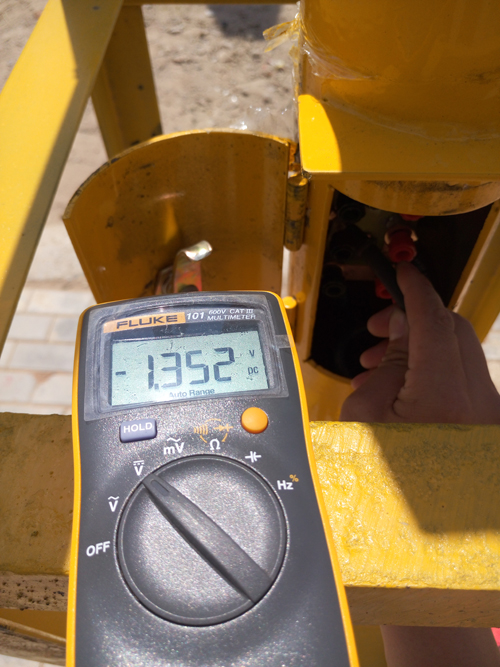
圖7 測試記錄
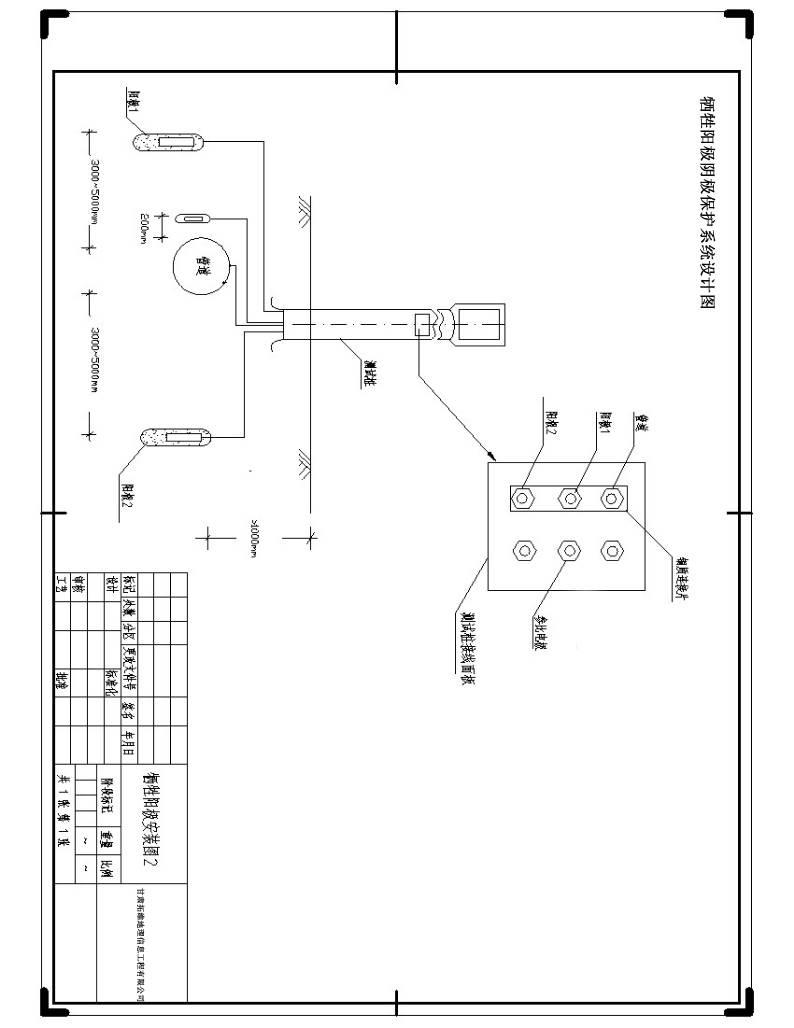
圖8 犧牲陽極系統(tǒng)安裝設(shè)計